-
Update 25: 06-06-2020
*Melt coating production
Jürgen Leßlhumer from Wood K Plus wrote a summary based on interview questions:
- Can you explain what exact materials are used to create the sample 1 textured filament?
For the production of the textured filament we used a high viscosity polyamide 6 (PA6) from DSM. The used PA6 is a film extrusion grade and was recommended by the supplier for the production of 3D printing filaments. It is lubricated and a food contact quality.
Material specific properties:
- Viscosity number: 210 cm3/g
- Melt Viscosity (260 °C): 1120 Pa s
- Density: 1130 kg/m3
In general polyamide 6 is a semi-crystalline thermoplastic polymer and is made by ring-opening polymerization of ε-caprolactam.
- How does this production process work? Please explain step by step.
For the production of the textured filament we used the following machinery:
- Conical twin-screw extruder with hole-die
- Single-screw feeder
- Self-made stamping unit (embossing roller + pressure roller)
- Cooling via band-conveyer (air)
- Haul off unit
- Winding unit
First of all the PA6 have to be pre-dried to avoid air bubbles in the filament. The dried polymer is than filled in the feeder and dosed into the extruder. In the cylinder the polymer is melted via temperature (heater bands) as well as friction, conveyed via the screws and pressed through the hole-die to form the round filament (diameter of 1.75 mm). Afterward the textured surface is created by the embossing roller. The diameter of the filament is adjusted with the haul-off speed. Last but not least the cooled filament is spooled via a winding unit.
- What technologies are used to create the textured filament?
The basic technology is extrusion, a continuous process to produce plastic products (3D printing filaments, decking profiles, pipes, films etc.). For the shaping a simple hole-die were used. In contrast to a standard filament extrusion, an embossing step was necessary to create the textured surface.
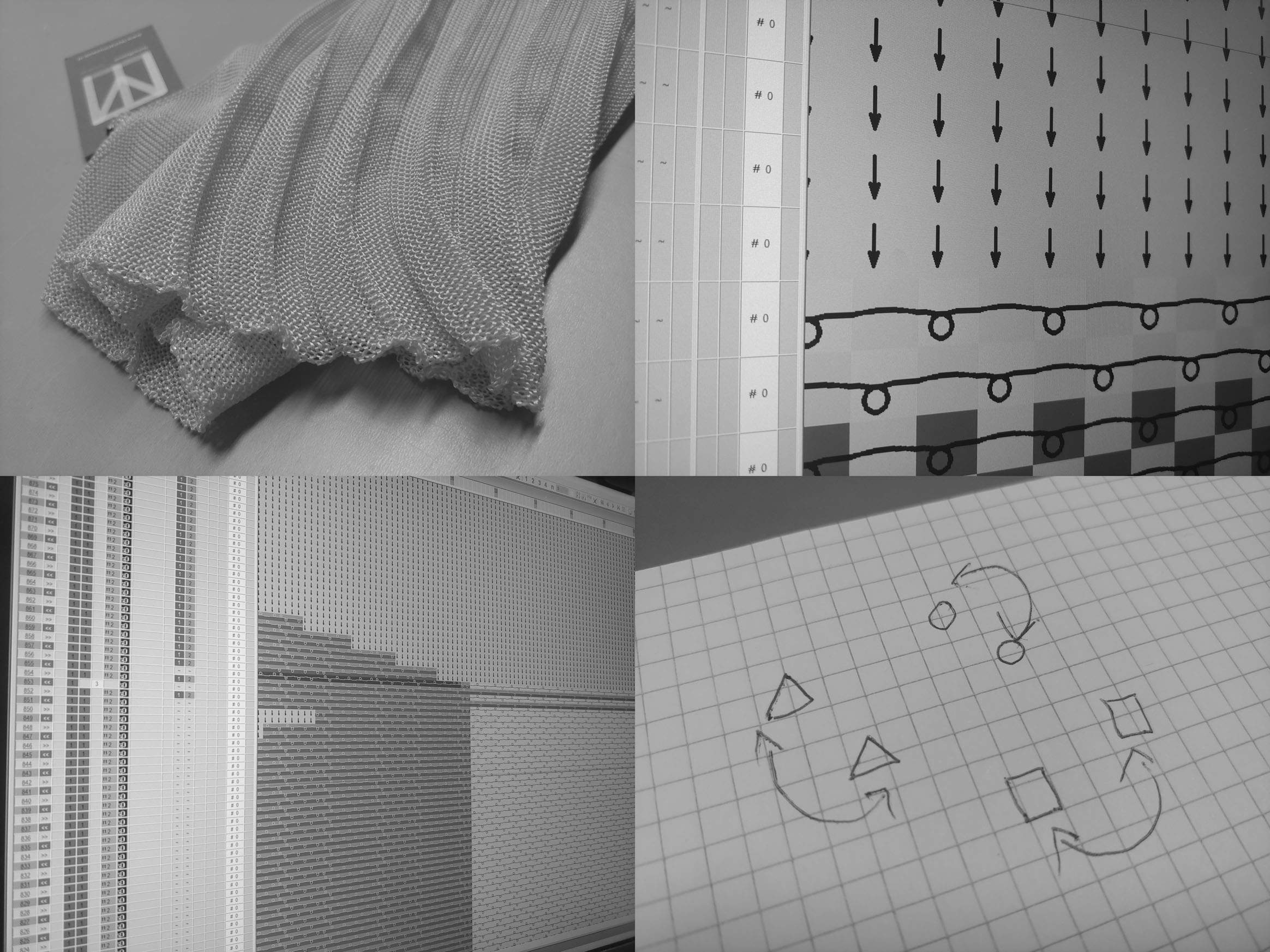
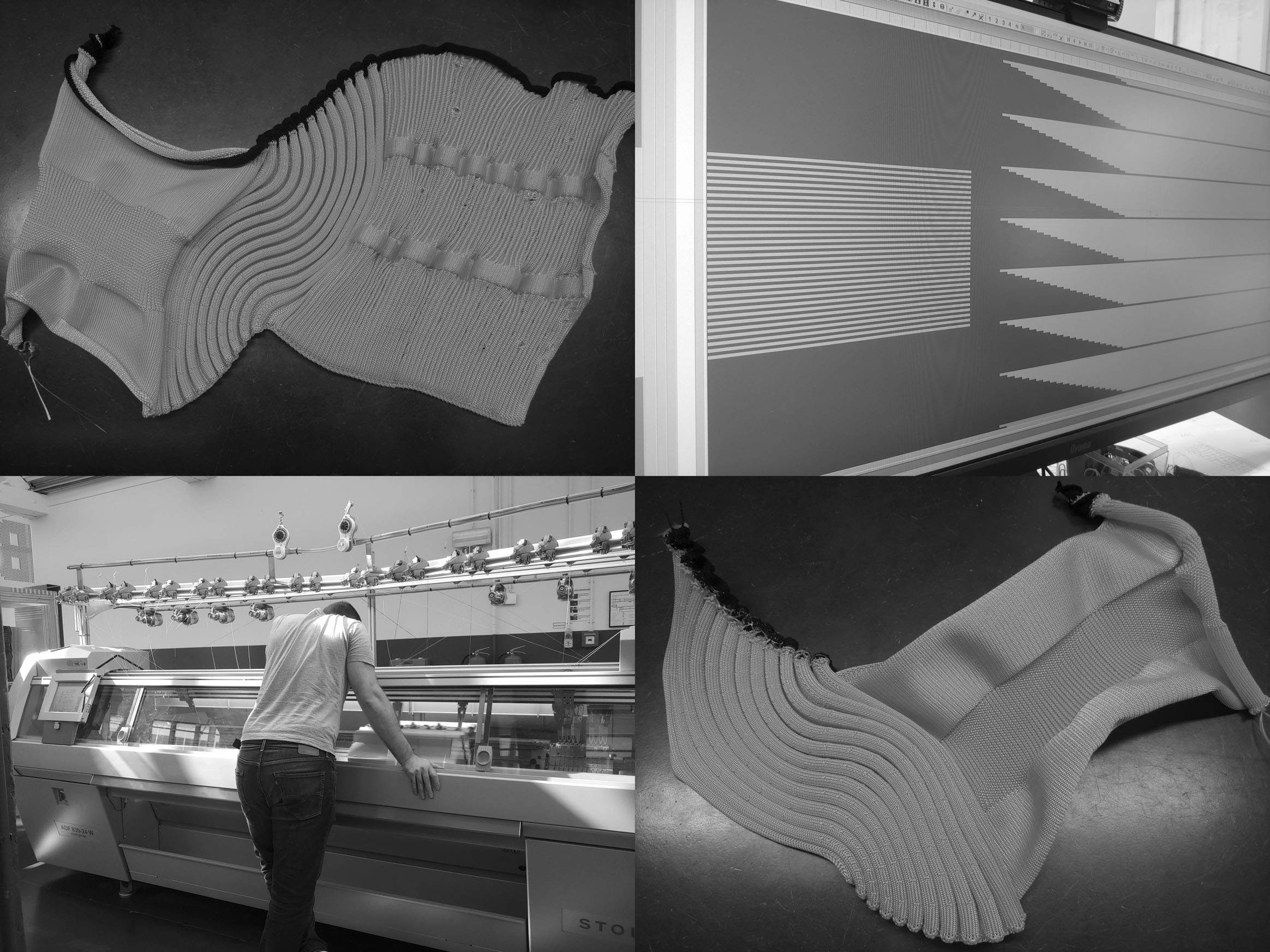
- What was the most challenging part to produce this filament?
The most challenging part was the development of a suitable embossing roller and to define the proper amount and positioning of the rollers. The following figures show the different development steps from the first idea and prototype to the final version with embossing and pressure roller. To reach the final diameter of 0.5 mm it was necessary to stretch the filament. This was done by increasing of the haul-off speed. It was challenging to find the right balance between the output rate of the extruder (kg/h) and the haul-off speed (m/min). Furthermore, a serial production is different to a test operation. To reach a constant filament quality, various factors have to be considered, beginning from the pre-drying of the material.
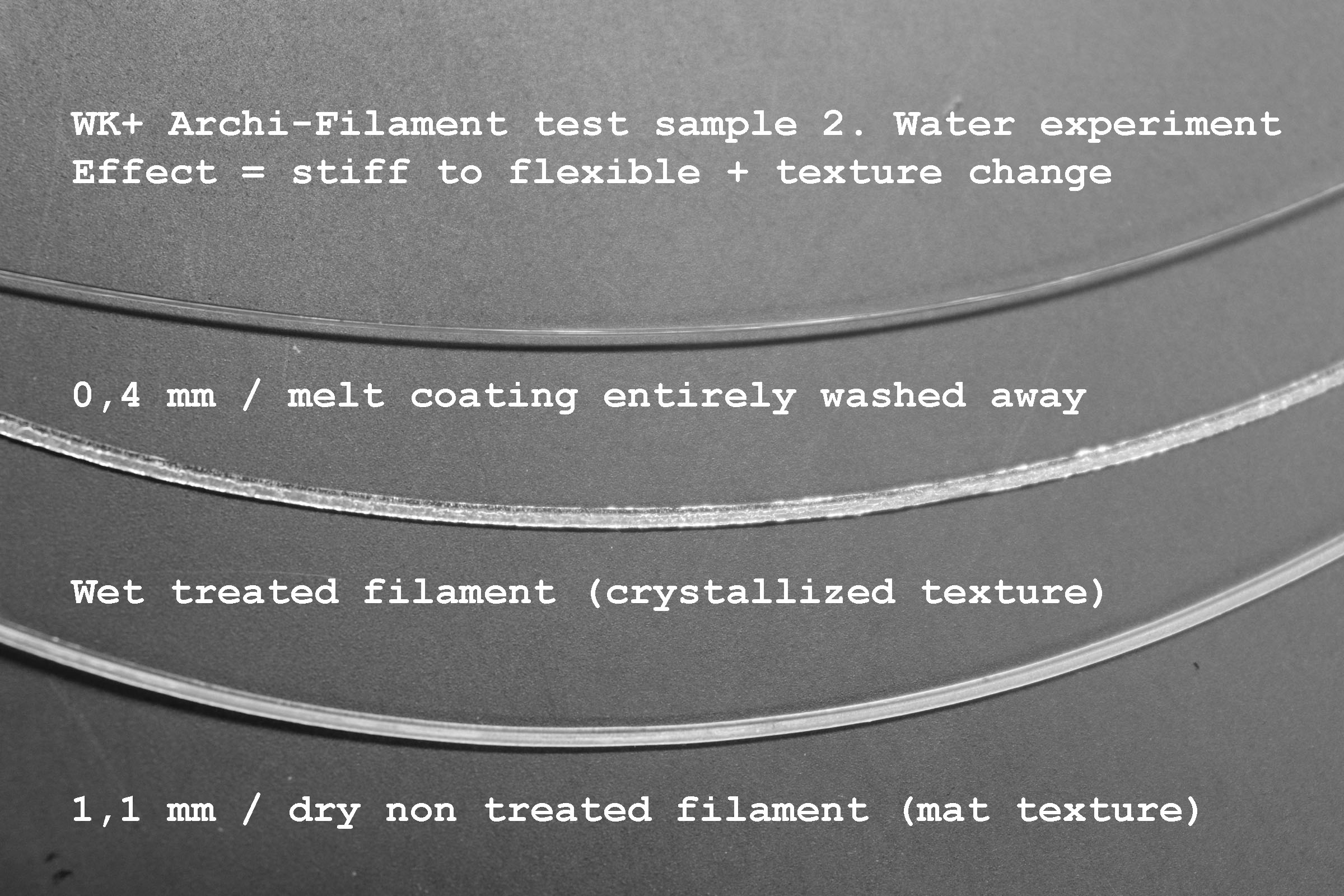
- Do you think using the melt coating technique will work to create the original concept of the Adaptive Archi-Filament? (Some trials with mix polymers were interesting, but needed to be further researched)
We think it is possible to produce the Adaptive Archi-Filament (polymeric filament with an urge to build frizzed structures encapsulated with a water-soluble polymer) with the melt coating process. But not with the current available equipment and material combination. A collaboration with toolmakers would be necessary. In the frame of a bachelor or master thesis the right raw materials and material combination could be investigated. A realistic time to get what you want and to produce a filament which meets your expectations would be one year and more (depending on budget).
- What is your advise in terms of our collaboration follow up in the future? How do we step forward?
Of course we are interested in a further collaboration. One possibility would be to look for a suitable funding pool. I think the best idea would be a meeting after the completion of the Re-FREAM project and trials at TextileLab. Together we should create a kind of specification sheet. This should include the expectations and technical requirements.